Greetings Steemians, It's good to be writing again. By the way how has been the week so far?
Today I will be sharing with you another exciting engineering topic, specifically from the production sector.
You will agree with me that production engineering has been a support for our everyday living. It utilizes materials in different forms to produce various machines for the use a nation. Consequently, the economic and industrial growth of any nation is a function of how well it produces what it consumes – it’s a pity that’s still a work in progress here in Nigeria. Some of my compatriot might even scold me for say “work in progress”, but that’s not for today by the way.
Production engineering oversees the manufacture of various products such as the machine tools (the machine making machine); automobiles and many consumer goods. If you read my article on materials, you will realize that I laid emphasis on the fact that we have materials all around us. That is, every product is made from one material or the order.
If you didn’t read the article, I noted that materials can be classified into – Metals, Ceramics, Polymers and composites. Each of this category of materials have their inherent merits and demerit. One cannot completely say that one category is better that the other. We can only do that when we are given a particular application.
However, of all this categories, the Metals are superior and the most utilized. The application of metals cuts across every sector particularly in the industrial sector. In fact, most of our consumer goods are made possible due to this category of materials. Thus, I won’t be wrong to call them the Lord of all other materials as they help in the fabrication of many products from this other categories of materials.
But for metals to be utilized in various application, we need to have them fabricated as well.
Generally metal fabrication can be classified into three broad class, viz: Metal forming; Casting; some miscellaneous techniques such as welding. The particular method employed by an engineer depends on some factors such as properties of the metal, size, geometry of the finished product and most importantly cost – surely you know money mostly runs the show.
Of all this fabrication techniques, Casting is the most economical. I’m sure if you are the CEO of an organization, economics will be your major factor in taking some decisions. Chill, I’m not even done yet. Perhaps it would interest you that beyond economics, casting is required under some conditions which are:
- When the product to be made is very large and complex such that any other technique is impractical.
- When a particular alloy is so low in ductility that forming operation could be difficult.

Haven’t you noticed that I have been advertising casting like its one product in my factory and yet I haven’t told you what it is. Well, I just wanted you to know that casting of a just one of the methods of metal fabrication and for you to know why you might want to choose casting over any other method.
Let’s meet Casting in person
I will love to go straight to tell you about casting but I feel it will be beneficial to have an analogy before we proceed.
Happy Birthday to anyone out there
Birthdays are one event everyone celebrates yearly and no one can tell me they don’t have a date for their in a year. Oops, did I just shade my February 29 friends? Please if that struck you, don’t take it personally, I meant no offence. Okay, let’s carry on.
Cakes are one common feature of birthdays. Even if you don’t make cake on your birthday, you surely have eaten that of a friend. The way cakes are made is not so uncommon and I’m sure only few will wonder at the procedure.
Caterers prepare flour and pour it into a pan of a desired shape – the most common is the cylindrical type. When the flour is baked in an oven, the flour solidifies to give the cake – the finished product. One feature of cakes I want you to take note is that, they conform to the shape of the container with which they are made.
But the question still remains, how is casting related to this Jargon? Well in a loose sense, cake making is casting, although casting from an engineering outlook is much more sophisticated. Let’s look at casting in engineering then.

So, what is casting?
From an engineering standpoint, casting is usually (because other materials could be used) a metal fabrication process which involves pouring of a molten metal (metal in liquid form) into a prepared cavity, having the shape of the desired finished product and which upon solidification, the metal takes the shape of the cavity.
An interesting fact is that, the product of a casting operation is also called a Casting.
Casting can be used to produce virutally any metal part. Shafts, gears, flanges and fittings, Valves, Bushings, Engine Cylinder block, Fasteners (bolts, nuts etc.), hand tools (wrenches, hammer head and so on) are few of the things that can be produced by casting. Although some suplementary processes other than casting could be involed.
The cavity which receives this molten metal is made into a mold. You can liken the mold here to the cake making pan. In fact, the cake making pan is a mold itself, which could have a cylindrical shaped interior (cavity) in which the cake takes after. This is exactly, what happens in metal casting. The molten metal is poured into the mold cavity, which is shaped in a way to give the desired geometry of the finished product.
There are various types of metal casting including: Sand casting, Die casting, Investment casting, Centrifugal casting and many more. Of all these casting techniques, sand casting which is carried out in a factory called foundry is the most common. In the remainder of this course, I will focus more on Sand casting. To start with, let’s visit some terminologies.
The foundry Vocabulary
When you visit a foreign land, your first mode of survival is to understand their language. For you to survive this course, and thus understand the possible terms used in a foundry, I will be you language teacher. I have made the image below to explain most of what you will encounter in sand casting.
.png)
Let’s delve into the necessary terms
In the image above, the outermost portion is called the flask. The flask holds every other component present and provides support for them. Directly inside the flask is the mold, which is made up of several parts. First, you will observe that the mold is divided into two halves by a line, this line is called the parting line and the flask is divided by this line as well.
At the upper side of the parting like is the cope and below it is the drag. That is, the mold is divided into cope and drag. Within the mold is a pattern which is used to make a cavity that produces the desired geometry of the finished product. In fact, the pattern is of the same geometry as the finished product.
Have you see a cobbler at work?
They have some dummy legs with which they make shoes. They wrap leather around this dummy leg to make whatever shoe. Think of the dummy leg as the pattern and your own leg that will fits into the shoe as the finished product. A careful reasoning shows that, the dummy leg (pattern) and your leg (finished product) have the same shape.
You dig? Okay let’s ride on.
We have seen the purpose of the pattern and how it relates to the finished product. One point I will like to bring to your attention is this. During the preparation stage, the pattern is what is within the mold, while during the finishing stage, the metal is what is within the mold. You will get a better inkling in the next section.
Having established the cavity through the pattern, how do we get the molten metal into this cavity? Here is how.
There are channels within the mold called runners, they help direct the flowing metal into the cavity. In the schematic above, I have only indicated one runner. However, with more complex shapes (pattern) there may be more than one runner so that the metal will fill the cavity in time without solidifying along the line. But even the runner get it’s supply from somewhere – the sprue. The sprue is like a funnel or just simply take it as a funnel and it helps deliver the molten metal to the runners.
We are edging towards the end here
Finally there is the core. Cores are employed when the finished product have inner features or cavity. They are positioned within the cavity and supported by what are known as chaplets in order to have them in place. Bouyancy is one reason we do such. Since the molten metal will behave like liquid and might cause the cores to float – we don’t want the inner features of our finished product misplaced.
It’s ok, I quit. We need to do something else now. From the inception of this article, what majorly will be running through you mind is the “how”. Well, we have arrived at that part already. So, let’s get on with it.
Sand Casting Procedure
The first thing we need to do is to make the mold. Making the mold in sand casting begins with the preparation of the sand. The sand used is usually silica (SiO2) mixed with some binding agent so that the shape of the mold cavity is maintained. There are different types sand mold preparation and each preparation has a particular proportion of sand and other materials added.
The most common is the greensand mold, a mixture of silica, water and a binder (clays for instance) with typical composition as shown in the table below.
| Component | % composition |
|---|---|
| Silica | 90 |
| Water | 3 |
| Binder | 7 |
After the sand preparation, we set all patterns (including those for the runners, risers and sprue) into both portion of the flask. A careful consideration, shows that those for the risers and sprue and maybe the runner will go into the upper portion – the cope. With the patterns in place, we fill both the upper and lower parts of the flask with the prepared sand and compact them properly to give the mold enough strength. At this point, we have the cope and drag.
.png)
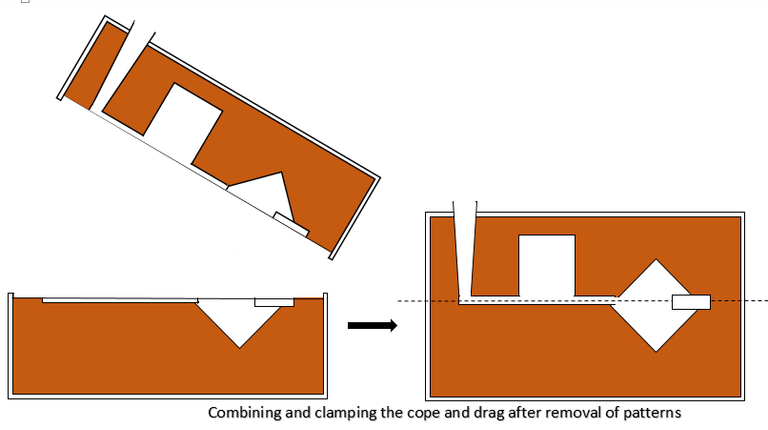
Next, we remove the pattern from the sand to produce the cavities – that is, the space occupied by the patterns. At this point, I should inform you that the patterns (especially that for the major cavity which receives the molten metal to become the finished product) are usually made in halves. One half in the cope and the other in the drag.
Having removed the patterns, we then combine and clamp the cope and drag together. By doing so, the patterns on each complements the other. Prior to clamping some form of lubrication is applied to the surfae of the cavity to aid the removal of the finished prodcut - It's like rubbing oil into your cake pan.
.png)
Before we go ahead, be aware that any mistake in the preceding steps will affect our outcome. The fate of the finished product rests greatly on how well we have set up the mold.
Time for the main operation
While doing the aforementioned, the material to be casted would have been placed in a furnace to melt. Now, I want you to note that we do not just melt the metal to become molten, the melting must take into account the pouring operation. That is, aside achieving the melting temperature and heat of fusion, we must also attain the pour point – a temperature below which a liquid will seize to flow.
.png)
With the above conditions satisfied, we proceed to pouring the molten metal into the mold, via the sprue. If the product is to have any inner feature, cores are anchored into the cavity accordingly and usually held by chaplets.
It’s a good time to rest, init? Since we have to allow the metal to cool off and solidify. I will take some zobo in the meantime.
Let’s resume work now
The molten metal is now cold and has become solid again but not without conforming to our will or let’s say the will of the cavity - but isn’t that our doing? Whatever! What really matters now is that we have successfully shaped this metal as we desire.
Now to the final step
By careful thinking, you might have realized that the cavities from the runners and other secondary cavities will result in some excess metal attaching to the finished product. Consequently, we need to get them off. They are often broken off or machined out. It’s a pity, as they are just like a stepping stone but maybe not.
These excess material could be reused for another casting but usually will require some refining before we can combine them with fresh materials.
Finally, if the surface finish and dimensional accuracy are not met, more machining operations are carried out.
What have we learnt?
So far, I have been able to walk you through the casting of metallic materials which are the superior categories of all four categories of materials. They are that important as they facilitate the production of products from other material. We have basically learnt the terminologies and seen how casting is carried out in a step wise manner. I believe have impacted some knowledge to you.
Take this final note
Throughout this course, we have discussed sand casting without knowing why it is okay to choose it over the other casting techniques. If you recall, I noted that the mold in sand casting is made of silica (a ceramic). One inherent properties of ceramics is their ability to withstand high temperature, even beyond metals. This makes sand casting suitable for almost any material. Coupled with this is the ease of find the raw material, that is, sand and most importantly, the low cost.
Before you begin to give me that look of “you are biased”, let me quickly say this. Sand casting might have attributes which makes it better utilized than others, it however, has its own demerits. Lower accuracy, relatively rough surface and inability to be utilized when some requirements such as weight of the finished product have been fixed. Low production rate is another problem due to the fact that the mold cannot be reused as it is expendable – you have to make the mold for each piece of the finished product.
And there you have it – The End
Thanks for reading through.
References
- Callister, W. D. and Rethwisch, D. G. Materials science and Engineering - An introduction (Eighth Edition)
- Ismaila, S. O. Manufacturing Science and Technology – A Mechanical Engineering course note. Federal University of Agriculture, Abeokuta.
- Custompart.net: Sand casting
- Thomas: Comparing casting processes
- Widipedia: Casting
- Wikipedia: Sand Casting
If you write STEM (Science, Technology, Engineering, and Mathematics) related posts, consider joining #steemSTEM on steemit chat or discord here. If you are from Nigeria, you may want to include the #stemng tag in your post. You can visit this blog by @stemng for more details.

Well, I think I know that guy without a birthday. Buh I'm not saying.
To produce by casting is to produce with perfection, this helps eliminate the inconsistencies of other forms of production.
I like the way you walked us through the process step by step. I felt like I was really in a foundry.
@adetola
What is that one now?
I won't be the guy that says you're very correct.
So I see you want to handcuff me...
I'm glad I could impart you. Thanks for being here.
You are welcome bro
Allow me to say this is astonishingly amazing, despite the fact that I'm familiar with the process, you got me glued till the end. This is top quality, and nice work on the created images.
Around 7 years ago, I visited a Foundry in Lagos.
Thanks for the kind comments. Your articles are always top notch as well. It's good to have you here.
Such an interesting read from the begining to the end. Yet another fascinating and informative writing your pen has spurn again. I love details and this is exactly what was provided.
Kudos brother.
Thanks for taking time to go through the article. I am fulfilled that you do find it worthy. Thanks again.
Nice Post.
And Well done ó, with the February 29 stuff. Let em catch you. I love the post, you made it very interesting.
Thanks for reading, it's a pleasure to have you here.
Great work...
Thanks
Hello! I find your post valuable for the wafrica community! Thanks for the great post! @wafrica is now following you! ALWAYs follow @wafrica and use the wafrica tag!
Production engineering is one of the coolest engineering branches, to me. That feeling of building up something from scraps is really amazing. We electrical engineers can only dream of the current we produce in power plants, we are not that much genius to see or touch them, lol. :D
Jokes apart, u wrote an interesting article bro. Cheers!
Production is quite interesting as you noted. Thanks for taking time to go through the article. I hope to have you here often.
surely. keep this up bro!
hmmm !! .. what an article i must say.definately deserve an applause. This is one part of engineering or production engineering i love so much. Is it the mixing process or the moulding process ? .you just brushed back memories of sand casting which i really appreciated. There are also different types aside sand casting. Investment, die, centrifugal and to mention few. Thumps up man. You did a great job on this
I did pointed out those other types, but I couldn't discuss one at a go. Perhaps I will find time in the future. Thanks!
All I can think of is how fabulous and smooth it would have been if we were lectured like this.....
I don't think I'd ever need a textbook to understand the processes of sand casting. I just need to come over here and I'm good...
This must get an accolade.
Thanks man. You presence here is always suiting. Thanks for the continued support.
Always a pleasure
This article shows you what is sand casting also: https://www.machinemfg.com/metal-forming-technology/
Interesting read. Simple and detailed. Minutes ago, I know next to nothing about these processes but now I can say a lot. Thanks for the enlightenment
It's my pleasure to impart sir. I'm glad I could.
Congratulations, your post was discovered and featured by @OCD in its daily compilation 256! You can follow @ocd – learn more about the project and see other Gems! We strive for transparency.
If you would like your posts to be resteemed by @ocd to reach a bigger audience, use the tag #ocd-resteem. You can read about it here.
@ocd now has a witness. You can vote for @ocd-witness with SteemConnect or on Steemit Witnesses to help support other undervalued authors! ---
@ocd, I'm honored to have featured in your daily compilation. It's a great job you guys are doing, bringing the underrated knowledge limelight. Big shout out to the OCD crew and special thanks to @acidyo for the great initiative.
I want to use this opportunity to inform you @temitayo-pelumi , it has always been a great pleasure visiting here. Keep up the good work
@sunkanmi, I am glad you find it pleasuring to visit and read from my blog. I'm honored. Thanks for stopping by brother.
Yea... It looks like you just took me to a foundry and also back to class. This is great
And by the way, i saw what you did shading the guys born on the 29th of February. 😏
Lol... I never meant to. Thanks for dropping by pal.
I understand.. As for that @sogless he deserves cane
Were you shaded? Talk now let's know,
or forever hold your peaceThis is an absolutely great post that explains metal works .
I had some interest in foundry but more because of weapon making. I love watching those shows.
They utilize different kinds of casts.
Casting really is an interesting process. There's this feeling of bringing your own idea to life, because you can produce virtually any metal piece with it.
By the way, what is with the interest in weapon making? Are you a member of a force?
Indeed life often has its imagery as fire giving life.
Oh no I am just a history and warfare buff and I love reading on stuff like that especially weapons.
Does that mean you read history and warfare or you are just an enthusiast?
nice writeup, i did a foundry experiment once last to year, it is really a tedious job and should be done meticulously with good equipment, nice on a big fan.👍
Thanks for dropping by man, it's good to have an experienced mind here.
sincerely, i dont think we "peeped" you took us right into the foundry!
nicely written sir
Thanks man, there's actually more to be learned but the fact that we have to make things simple on this platform for the sake of people who don't have background in engineering would not make us dive deeper.
It's good to always have the steemit mechanic around.
Fantastic post - every once in a while I get the urge to read up on backyard foundry stuff and the basic terms are always skipped over. Thanks especially for that section and the images you took the time to create.
Is it efficient to cast in in the rough and then fine tune with machining for precision parts, or is it better to just machine from bar/rod stock if you need a precision part at the end? Actually, I am just assuming machining gives better precision, what are some characteristic tolerances for casting - I'm thinking of stuff like threading.
Perfect analogy and great advice for #steemstem writers.
It's give me great pleasure that you took time to go through my article. You are right about machining, it has better precision than casting, however cost is something and capability of complex shape is another. So it is better to cast and then machine to the required precision.
Thanks for the support. I am really grateful.